
Pultrusion
2. Technical principles
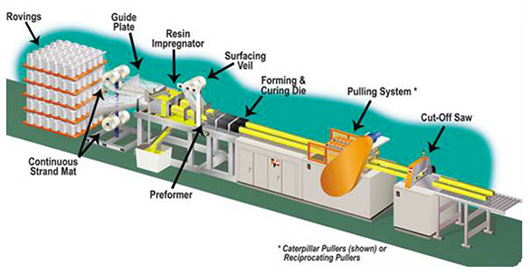
Pultrusion is a continuous process for the manufacture of profiles. Depending on the required strength, a variety of reinforcing materials (roving, mats, fabrics, complexes, non-woven fabrics) may be reeled off coils and rolls and fed into the mould. Using hydraulic clamps or other take-off units, the reinforcing materials are then pulled through a mould matching the geometry of the desired profile.
The reinforcing materials are accurately guided in front of the mould and are impregnated with the matrix (resin, fillers, additives) in a bath respectively by injection in the mould. The matrix in the mould is then cured by heating.
CURING
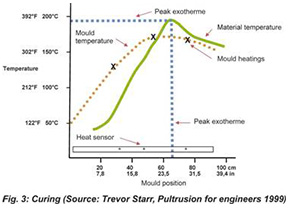
The resin-impregnated reinforcing materials, when entering the mould feed section, are transversely compressed and heated up to 160 °C inside the mould, depending on the used resin system.
The exothermic cross-linking reaction (curing) starts as soon as the peroxide decomposition temperature is reached, and it proceeds from the mould surfaces to the centre of the profile (Fig. 3).
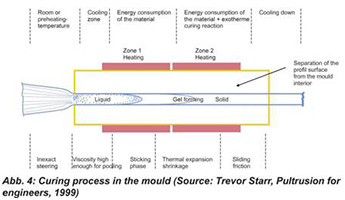
The resin gells and cures, causing high forces of friction along the mould wall and – in the case of hollow profiles – along the mandrels, too. The continuous roving strands, oriented in longitudinal direction, absorb the required high take-off forces. Mould release agents are introduced into the matrix in order to reduce friction forces. Cooling sections in the feed zone of the mould are to keep temperatures down in pultrusion direction so as to avoid premature matrix curing (Fig. 4).
TAKE-OFF
The continuous process is ensured using caterpillar take-off units or hydraulic clamps, which may be operated individually, jointly, or parallel. Take-off forces of 6000 kg and more can thus be attained.
Process speeds may vary considerably, depending on the wall thickness, the reinforcing structure, and the complexity of the cross-section; values between 0.02 and 3.0 m/min may be reached. Values of 20 m/min may be attained with thermoplastic matrices.
PULTRUSION

Dr. Elmar Witten
c/o AVK e. V.
Am Hauptbahnhof 12
60329 Frankfurt am Main
GERMANY